|
|
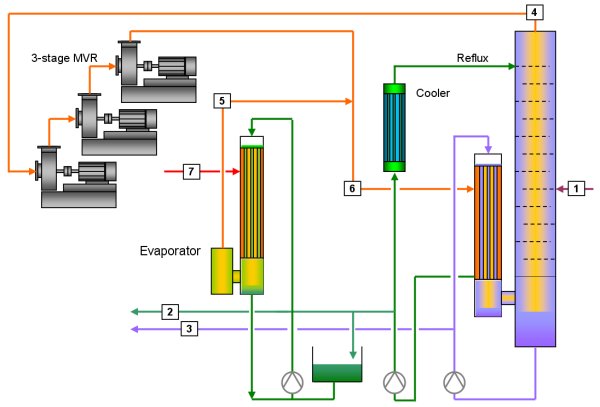
| Distillation column overhead vapor, directly compressed by MVR |
|
|
Descriptions |
Unit |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Phase |
|
liquid |
liquid |
liquid |
vapor |
vapor |
vapor |
steam |
Mass flow |
kg/h |
29,000 |
3,000 |
26,000 |
86,000 |
7,000 |
93,000 |
1,500 |
Temperature |
℃ |
95 |
112 |
103 |
75 |
115 |
115 |
125 |
Pressure |
㎏/㎠G |
0.35 |
2.5 |
2.5 |
0.3 |
2.7 |
2.7 |
1.4 |
MVR motor power |
KWh |
|
|
|
1,210 |
|
|
The above diagram and table illustrate a case study of investment return analysis for hydrocarbon distillation column. This typical case of high reflux ratio delivers 86 ton/h of over head vapor for which 18 ton/h fresh steam is consumed to fulfill reboiler duty, however, by installing 3-stage MVR and a falling film evaporator for a compensation of shortage between condenser and reboiler duty, 16.5 ton/h of fresh steam is saved while 1,5 MW/h electricity is consumed.
In general, if the overhead vapor is consisted of single or binary components of close vapor pressure, the investment economy must be better than multi-components vapor. Also low pressure drop over a whole length of structured packing column has a big advantage to design the distillation column equipped with overhead vapor recompressing MVR system to regenerate heat to the reboiler. |
|
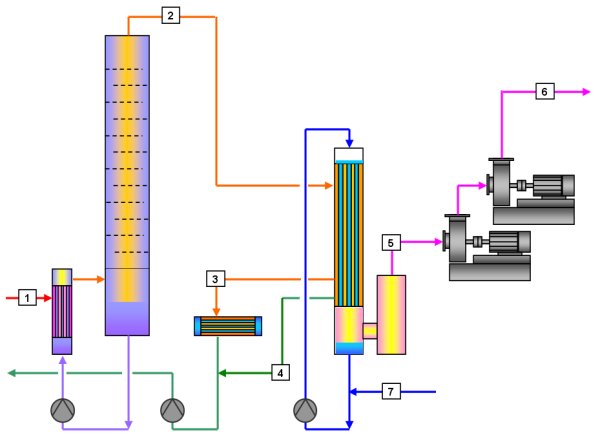
| Distillation column overhead vapor, generating low pressure steam by MVR |
|
|
|
Descriptions |
Unit |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Phase |
|
steam |
vapor |
vapor |
liquid |
vapor |
vapor |
water |
Mass flow |
kg/h |
29,700 |
115,565 |
47,689 |
67,876 |
16,000 |
16,804 |
16,804 |
Temperature |
℃ |
252 |
155 |
132 |
132 |
132 |
152 |
90 |
Pressure |
㎏/㎠G |
40 |
- 0.25 |
- 0.37 |
- 0.37 |
1.92 |
4.25 |
2 |
MVR motor power |
KWh |
|
|
|
494 |
|
|
The above system is designed to produce 4.25 ㎏/㎠G saturated steam to sell to the neighbour factory. The overhead vapor from the column is composed of phenol and four other different hydrocarbons being boiled off by the reboiler consuming equivalent heat duty of 29.7 ton/h steam.
By producing 16,804 kg/h commercial steam, approximately 50% of consumed steam is regenerated.
|
|
| |
|